Lifting hearth plant/ Top-hat-furnaces
Home Products & Processes Lifting hearth plant/ Top-hat-furnaces
Lifting hearth plant/ Top-hat-furnaces
-
Individual production
-
Most modern thermal insulating materials
-
Efficient heating systems
-
Latest control systems








Efficient lifting hearth plants from PADELTTHERM®
Lifting hearth furnaces with a fixed lifting platform
A lifting hearth furnace can be used for the thermal treatment of particularly long components. Loading is done using a charging machine which places the input materials directly on the furnace. With this type of plant it is possible to open the lifting hearth in the upper temperature ranges and to keep the heat losses much lower than with the conventional bogie hearth furnace.
The diagram shows a furnace for tempering and annealing rail pieces of up to 35 m in length for high-speed trains. The batch dimensions are 1,500 x 35,000 x 400 mm (width x length x height) and the operating mass is 35 t. The plant is heated using 42 recuperator burners, whereby every three burners form a control zone. For insulation purposes we selected a low-heat-retaining full fibre lining. The hearth is sealed off against the bonnet with an all-round ceramic fibre seal. Furthermore, the furnace is designed in such a way that it can be extended by 65 m of effective length.
Lifting hearth furnaces with a mobile lifting platform
For this type of furnace, the lifting platforms can be driven to the front of the furnace to enable loading with the crane. Thereafter the lifting platform is automatically driven under the furnace and then retracted up into the furnace.
Shown here is a plant for 28 t with batch dimensions of 3,000 x 12,940 x 2,000 mm (width x length x height). It was built by collectors for annealing and releasing tension for high performance steam generators. A partitioned bogie hearth ensures that the furnace can also be operated with two independent single chambers. Temperature is regulated according to the temperature of the input materials. This made it possible to attain a deviation of less than +/- 2K of the set temperature in the range of 150-850 °C.
Universal thermal treatment plants
The picture shows a universal furnace for a variety of thermal treatment technologies, different assortment sizes and a wide range of dimensions for the input materials.
Many blacksmith workshops and foundries are faced with the situation that a very diverse assortment of sizes with relatively small numbers of pieces must be subjected to constantly changing thermal treatment processes at short notice.
The problem is how to implement the required thermal treatment technologies in a furnace in the smallest installation room with the highest possible throughput and in the process be able to attain reproducible values and the continuity of results.
The solution lies in the automatic expiration of the thermal treatment in a complete plant with acceptable costs/performance, subdivided into interlinked technologies.
Custom-built for blacksmith and foundry operations
A lifting hearth plant was developed and built by PADELTTHERM GmbH where almost the whole range of required technological thermal treatments, such as
-
BG-Annealing
-
Soft annealing
-
Normal annealing
-
Tempering
-
Annealing
can be covered by blacksmiths and foundries.
The top hat furnace - in accordance with individual customer wishes
The top hat furnace is a counterpart to the lifting hearth furnace. The furnace is firmly fixed to the ground and the bonnet together with the heating device is moved upwards.
Over 50 different types have already been designed. These include, for example, those with usable space of 60 m³ or also with an effective width of 35 m. Heating is done with electricity or gas. These furnace systems, like all our industrial furnaces, stand out particularly due to their solid manual workmanship and use of the most modern materials.
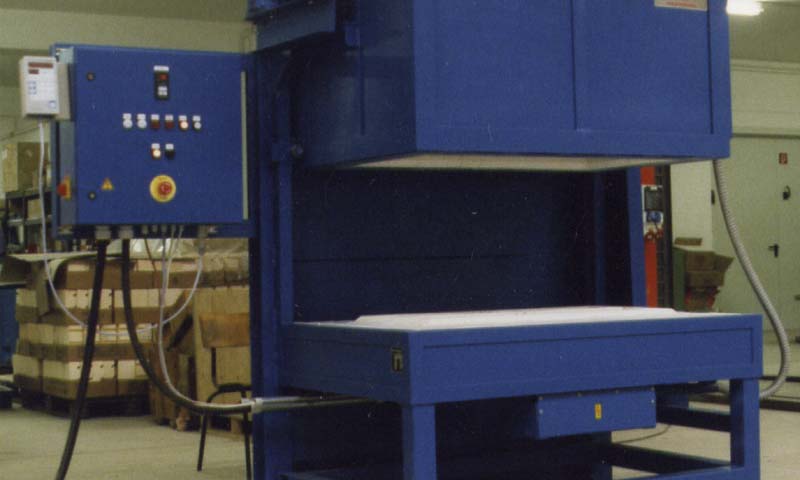
Thermal treatment plants for sintering and dewaxing
Shown here is a plant for dewaxing and sintering refractory clay moulds. The diameter of the usable space is 2,840 mm and the height is 4,000 mm. The gas heater and the air circulation system are integrated into the bonnet. The thermal treatment takes place up to 750 °C. In this case the bonnet can simply be lifted with a crane and placed aside next to the furnace. In this way the floor with interchangeable outlet nozzles is left free for the loading process.